鋳造品質ですべてが決まる
かん太PROの生産拠点であるベトナム・ホーチミンの工場では日本人スタッフ監修のもと、鋳造品質の維持向上に大きなリソースを割いています。数多くいる従業員の中でも特に生産技能に優れ、品質意識の高い者を選抜し、生産にあたっています。鋳造品であるかん太PROの品質は当然ながら鋳造品質ですべてが決まります。だからこそ、工程一つひとつが品質を維持するために欠かせない要素であり、小さな不良にも気づくことができる目が品質の向上に繋がります。製造現場を自信を持って紹介できることが、品質の確かな証です。
鋳造の流れ
金型作成
鋳鉄を流し込む砂型を作るための金型を作成します。鋳物の品質に直結するため、金型の正確さもとても重要な要素となります。商品一つにつき金型は一つ必要となります。

砂型作成
金型をもとに砂型を作成します。使用する砂の粒度が鋳肌のきめ細やかさに影響するので、つかう砂の品質はもちろん、砂型の作成技能も問われる、鋳造において最も重要な固定です。内部の形状を形成するための中子(なかご)も砂型内に入れていきます。

鋳鉄の注入
1500°前後で溶解した鋳鉄を砂型の穴から流し込みます。一つひとつ作業員が手作業で鋳鉄を注いでいきます。

鋳物取出し
約1時間ほど冷却時間を取ったのち、砂型を崩し鋳物を取出していきます。鋳物はランナー部分がついた状態で出てきます。

ランナー除去・バリ取り
不要なランナー部分を除去し、ランナー部分や継ぎ目などに残ったバリはサンダーなどで丁寧に取り除きます。バリ取り不足など製品不良が発生しやすい箇所ですが、現場に良/不良の判定基準を浸透させることで不良率を極限まで少なくしています。

穴開け加工
バリ取りが完了したら、ビス部分の穴を開けていきます。タッピングは次工程の溶融亜鉛めっきでねじ山が潰れてしまうため、この段階では下穴を開けます。各商品に対し専用の治具を作成し、穴が斜めになったりズレないようにしています。

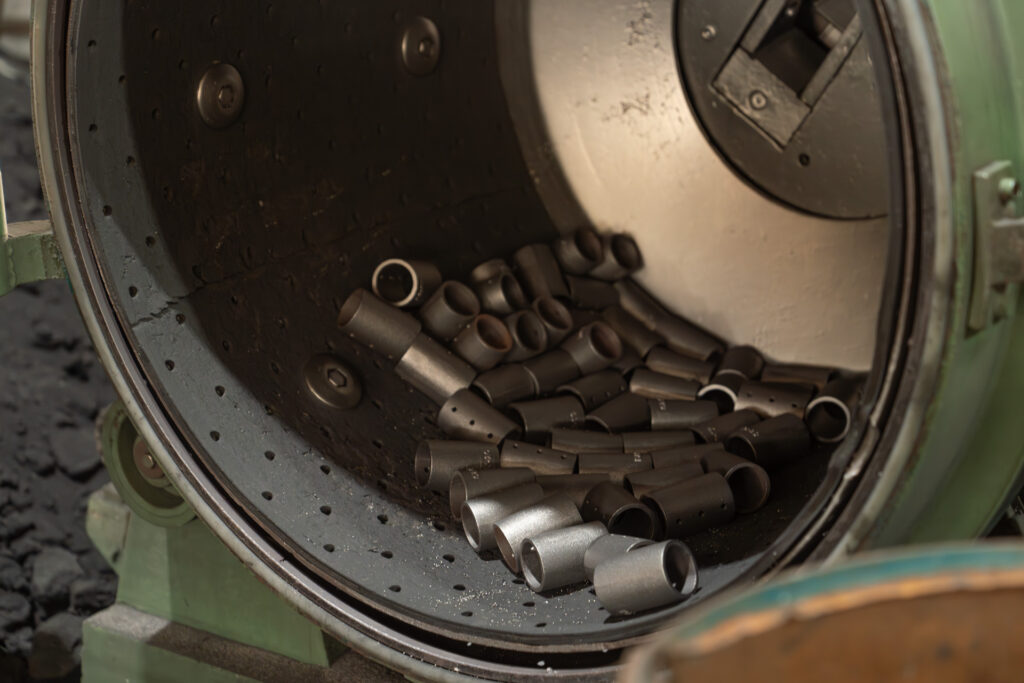
表面研磨
鋳物の表面をバレル研磨機で研磨していきます。ケレンが不十分で砂や不純物が残っていると、次工程の溶融亜鉛めっきでめっき不良が発生してしまうので、合計2回研磨を行い、しっかりとケレンができるようにしています。
表面処理へ
鋳造での加工が完了したので、次は溶融亜鉛めっき工場で加工されます。



